
Accueil › Forums › Jeep en Vrac › Groupe 23 : Outillage et Pièces Standard. › Construction Riveteuse Hydraulique (Chassis Jeep)
- Ce sujet contient 1 participant et 57 réponses.
-
AuteurMessages
-
30 novembre 2011 à 14h08 #20963
Bonjour,Le froid arrive et il va falloir s’occuper un peu ! J’ouvre ce post sur la construction d’une riveteuse hydraulique.
Objectif
Permettre le rivetage “à chaud” des rivets de chassis de la Jeep.Ebauche de CdC
La riveteuse devra :
– Permettre le rivetage de tout ou partie d’un chassis de Jeep, (Willys, Ford ou Hotchkiss)
– Etre transportable facilement,
– Permettre le rivetage de différents types de rivets. (bouterolles interchangeables)
– Etre équipée d’un retour automatique du piston en fin de rivetage,
– Disposer d’un système de sécurité pression,
– …A suivre !
Amicalement,
Christophe.
1 décembre 2011 à 11h06 #115213
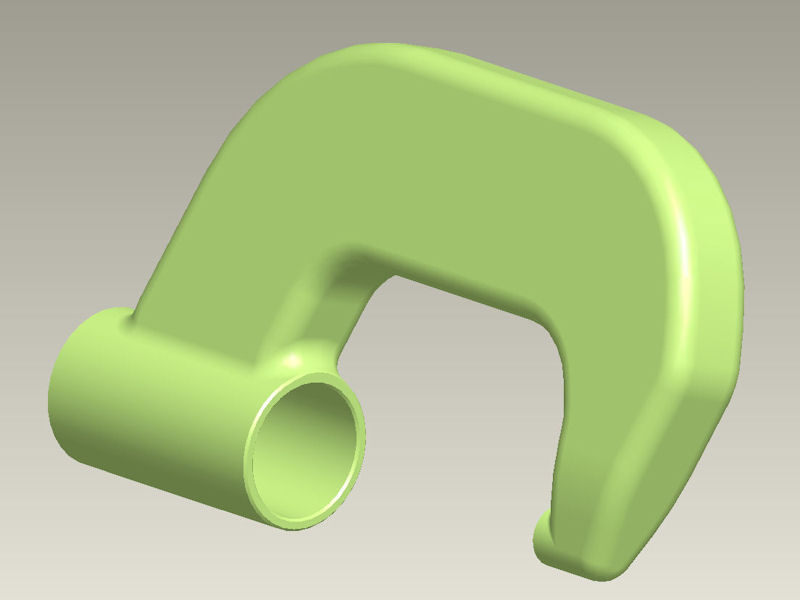
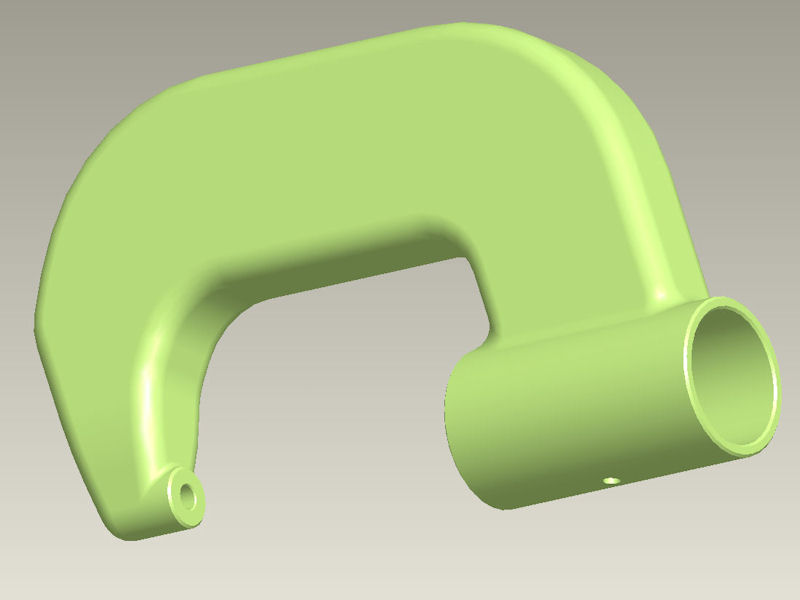
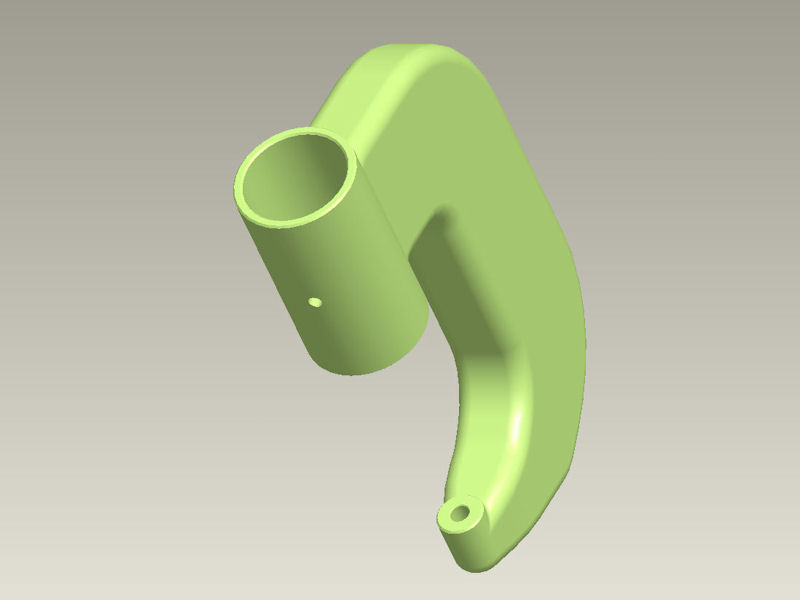
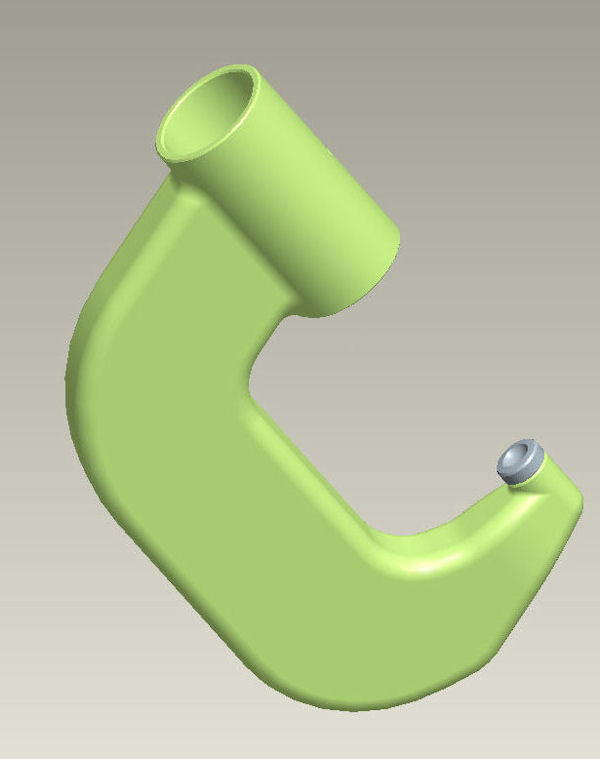
Bonjour,Voici les premières esquises de la riveteuse :
Le col de cygne monobloc
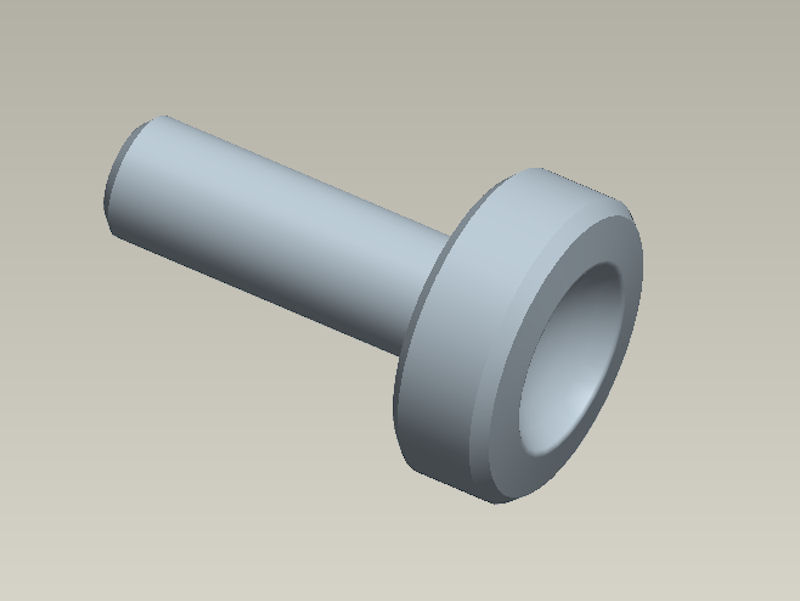
La contre-bouterolle
La riveteuse assemblée (sans le vérin ni la bouterolle)
A suivre !
Prochaine étape : Calcul de résistance par maillage ! 😉
Remerciements à Hinrik Steinsson qui a bien voulu partager son expérience avec moi. C’est lui qui a réalisé un proto pour le rivetage d’un chassis de Jeep.
Il pourra bénéficier de mes numérisations et des plans.Amicalement,
Christophe.
1 décembre 2011 à 11h48 #115214Il y a des pointures sur Miljeep , felicitations Yellow …
1 décembre 2011 à 11h50 #115215Salut
Belle idée de réalisation.
Une question me frappe, comment envisages- tu de frapper les rivets dont la rivure est dans le cadre, en frappant coté tête ? normalement le rivet s’écrase coté pion avec un burineur (pétard) équipé d’une bouterole plate et un tas de l’autre coté. Du moins c’est la méthode aéronautique, avec une portée de tête inférieur a 4/100e. Bon pour la jeep 1/10e semble une bonne tolérance.
A+
Moon1 décembre 2011 à 11h57 #115216
Bonjour Moon,Il ne s’agit pas de “frapper” le corps du rivet, mais plutôt de venir le comprimer (écraser) à l’aide d’un vérin hydraulique. (vitesse lente)
La partie où se trouve la contre-bouterolle se met toujours à l’intérieur du cadre, d’où la réduction de la structure de la riveteuse à cet endroit.
Amicalement,
Christophe.
1 décembre 2011 à 15h56 #115221je suis simplement admiratif devant les compétences de Christophe 🙂
1 décembre 2011 à 17h01 #115222pour Moon31 voici un exemple 😉
http://www.youtube.com/watch?feature=player_detailpage&v=svLzflSQ5ro#t=14s
A+ 😉
-°\IIIII/°-
2 décembre 2011 à 8h57 #115243
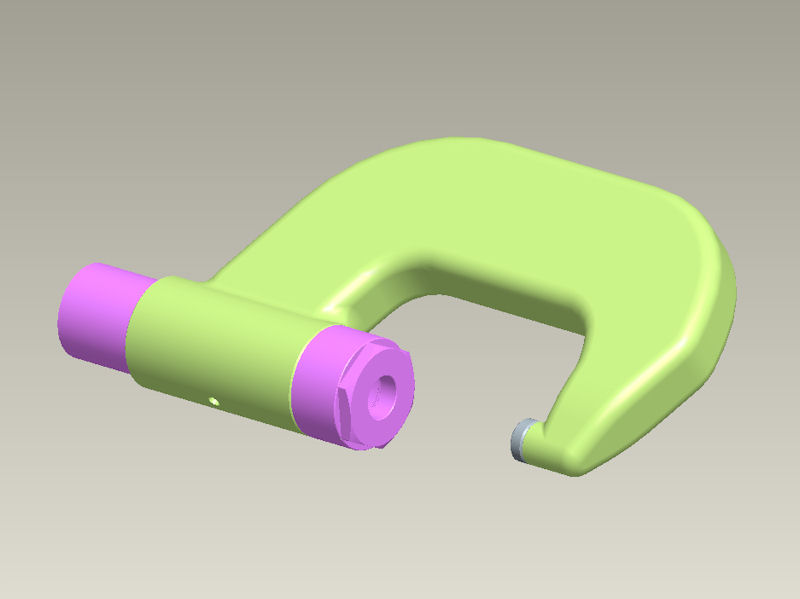
Bonjour,La suite avec le corps du vérin installé sur la riveteuse.
La riveteuse assemblée (sans la tige du vérin ni la bouterolle)
A suivre !
Amicalement,
Christophe.
2 décembre 2011 à 9h12 #115244Salut
C’est j’ai compris, reste que ce type de travail est pour amateur très atteint. En tout cas du bon boulot.
A+
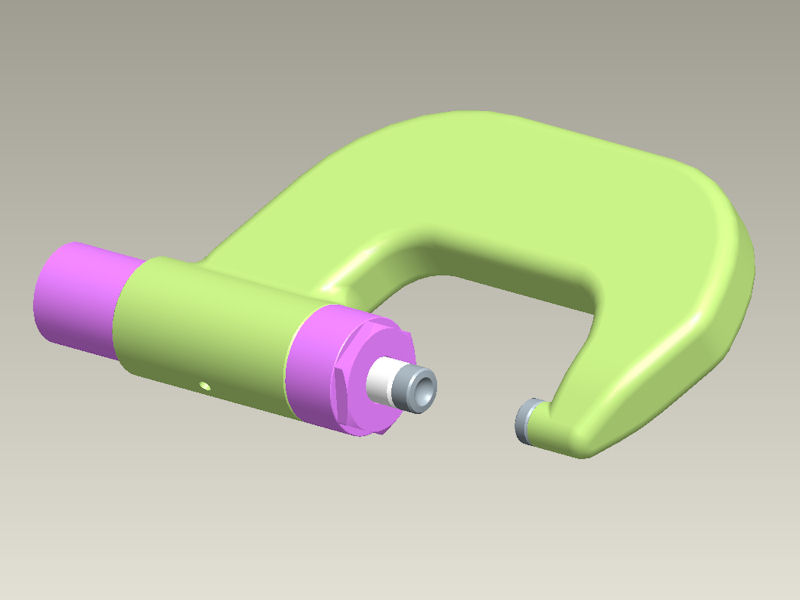
Moon2 décembre 2011 à 13h07 #115259
Bonjour,La riveteuse assemblée (sans la partie arrière du vérin)
A suivre !
Amicalement,
Christophe.
2 décembre 2011 à 15h48 #115260PUNAISE ……il y a des gars qui non pas 10 pouces……….!!
ça ganberge dur pour le bien de tout le monde…quel forum …..!!!
Je reste admiratif devant cet excellent travail de construction pour cet outil de rivetage.
BRAVO aux penseurs ….déssinateurs et concepteurs.2 décembre 2011 à 22h27 #115273bonsoir
Un serre joint hydraulique,voilà tout!
Je me suis déjà rencardé pour trouver un vérin,pas facile dans les dimensions voulues!Je pense qu’en mécano soudure,le corps est facilement réalisable,moins joli que le dessin de christophe mais tout aussi efficace.
benoît3 décembre 2011 à 9h43 #115282Aparamment , vu ton annonce Ben , un bon chassis GPW ne court pas les rues 😛 🙂 😉
“Avec l’argent on achète le beurre” on dit chez nous 😉
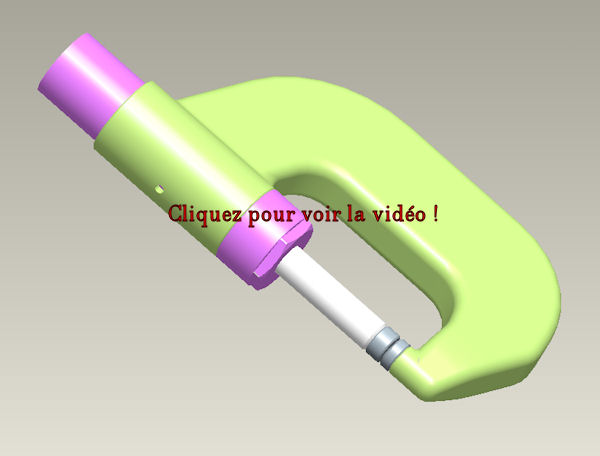
7 décembre 2011 à 12h23 #115445
Bonjour,Animation de la riveteuse (en attendant les résultats du calcul)
Amicalement,
Christophe.
7 décembre 2011 à 19h08 #115455Bonsoir,
Cela ne sentirait il pas le Solidworks par hasard….
Amicalement
Jérôme -
AuteurMessages
- Vous devez être connecté pour répondre à ce sujet.