
Accueil › Forums › Jeep en Vrac › Groupe 23 : Outillage et Pièces Standard. › Construction Riveteuse Hydraulique (Chassis Jeep)
- Ce sujet contient 1 participant et 57 réponses.
-
AuteurMessages
-
7 décembre 2011 à 19h34 #115456
Bonjour,“Pas assez cher mon fils, pas assez cher !” … La gamme au dessus … Pro-engineer ! 😉
Amicalement,
Christophe.
8 décembre 2011 à 19h10 #115505en tous cas très joli travail de dessin indus…
amicalement
Jérôme8 décembre 2011 à 20h34 #115516Bonsoir
Beau boulot de conception.
Je connais un peu j’utilise Top Solid.
Pour le calcul des efforts connais-tu la résistance de l’acier chauffer au dessus du point de transformation? Moi non 😕 , je ne la connais pas. Si tu peux m’informer…
Par contre les vues 3D ne donne pas l’échelle. Combien as-tu prévu de passage pour le col de cygne? Il me semble qu’il faudrait au moins 50 à 60mm pour mieux accéder aux rivets surtout dans les angles où la machine sera à 45° par rapport aux ailes des pièces.
Autre question: jusqu’à quel diamètre de rivet la machine est-elle prèvue?
Pour info dans la construction navale ils utilisaient de gros marteaux pneumatiques avec une contre bouterolle. Il fallait être 3 : 1 au marteau (dans la coque), 1 à la contre-bouterolle (dehors) et un apprenti qui alimentait en rivet. Une équipe posait ainsi une centaine de rivet à l’heure.
Je pense que dans l’automobile ils utilisaient plutôt le même genre d’outillage que celui que tu as conçus.
Pour la pratique du rivetage, je pense qu’il faut des rivets très chauds, jaune très clair, et surtout faire très vite avant que le rivet ne refroidisse après c’est foutu.
Bon courage pour la suite
Willyves8 décembre 2011 à 20h48 #115518Quelle invention !!!
La tour Eiffel est tenue par des rivets chauffées frappés … équipe de 3, 4 gars marteau, bouterolle, contre bouterolle et braso pour chauffer le rivet … Z’auraient bien aimer avoir ca …Yellow, vite la version réelle.
y en a qui disent, y en a qui font.....
9 décembre 2011 à 7h46 #115525
Bonjour,Oui, en 3D, on ne se rend pas compte des dimensions. Mais pas d’inquiétude, un plan coté va arrivé ! 😉
Comme je l’ai expliqué au début de ce post, l’objectif est d’avoir un outil autonome, (autant que possible) pour éviter d’embaucher un “chauffeur de rivet”, un “teneur de tas” et un “Riveur” ! 😀
Dans tous les cas, le rivet devra être chauffé au rouge pour un bon résultat.
Cet appareil sera capable de river toutes les tailles de rivets utilisées sur nos chassis de Jeep. A savoir :
– 3/8″
– 5/16″
– 1/4″Pour être capable de river à tout endroit du chassis, il est prévu plusieurs bouterolles de hauteurs différentes.
Au niveau de l’encombrement : (cotes indicatives)
– Corps de la riveteuse : 330 x 200 mm
– Ouverture du col de cygne : 100 x 80 mm (ouverture utile pour le vérin)
– Epaisseur du corps : 40 mm
– Hauteur du “bec” : 47 mm (bouterolle incluse)Partie Hydraulique
– Capacité du vérin : 10 tonnes
– Diamètre du cylindre : 55 mm ext.
– Diamètre de la tige : 25,4 mm (1″)
– Course : 100 mm– Groupe hydraulique : A définir
– Matière : Acier FE-510 (à voir)
– Masse du corps : 10,6 Kg (hors vérin) Bah oui hein ! Ce n’est pas un micromètre ! 😛 😛 😛Amicalement,
Christophe.
9 décembre 2011 à 14h17 #115538Christophe , comme tu sais , je suis un homme de la pratique ……. donc je suis impatient à voir en vrai 😉
Faudra avoir une bonne pompe hydraulique aussi ….. en plus elle doit aller vite ( grand débit ) car un rivet refroidit vite .
Ton piston me parait un peu petit …….
Fait un p’tit tour ici …. j’aime bien la pratique de Hinrik 🙂
9 décembre 2011 à 14h46 #115544
Bonjour William,Je connais cette vidéo, mon projet est parti de là. Je connais également Hinrik pour l’avoir contacté par mail à ce sujet. 😉
Le piston est bien dimensionné, la partie visible (la tige) est volontairement réduite afin de pouvoir passer partout. (mains de ressort par exemple)
De toute façon, avant de faire réaliser la riveteuse, je fais réaliser des calculs de dimensionnement.
Pour finir, il restera 3 options de fabrication … Mais ça, c’est pour plus tard ! 😉
Amicalement,
Christophe.
9 décembre 2011 à 17h37 #115558Du costaud quoi !! mais aussi effectivement du lourd !!
Le col de cygne sera en plus de dimensions généreuses.
Penses-tu qu’elle sera utilisable sur un GMC ? (je ne connait pas la dimensions des rivets)
Pour la commande: au pied ce serait peut-être pratique.
J’ai hâte de la voir marcher, toi aussi je suppose!
Tiens nous au courant et bon courage
Willyves9 décembre 2011 à 18h55 #115560
Bonsoir,Oui, du lourd. Mais il est possible d’optimiser le poids en fonction du type de fabrication … D’où … 3 options au final.
Pour le GMC, il faudrait connaître le diamètre des rivets utilisés.
Amicalement,
Christophe.
20 décembre 2011 à 8h48 #115985
Bonjour,Voici les premières planches de dessin :

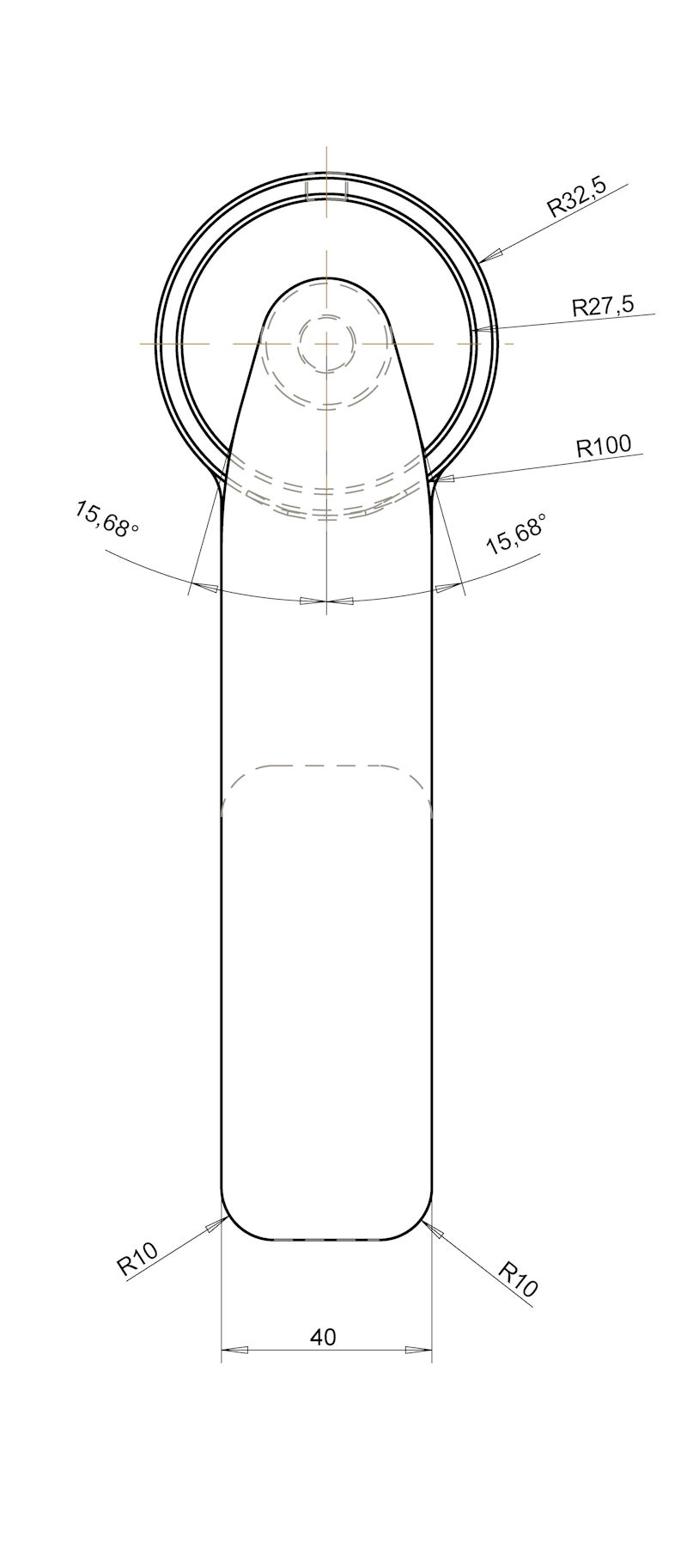

Amicalement,
Christophe.
20 décembre 2011 à 18h29 #115996Bravo
Non seulement ça prend forme mais ça se précise!
Pour le GMC je ne suis pas encore sur de devoir changer la traverse donc pas de nouveau de ce coté.
Bon courage
Willyves20 décembre 2011 à 18h53 #115997Bonsoir,
Le manchon du vérin, c’est une pièce rapportée ?
seb
20 décembre 2011 à 19h20 #115999travail formidable 🙂
-°\IIIII/°-
22 décembre 2011 à 19h52 #116071il est fou et irrecuperable… 😛 😛 😛 😛 pour notre grand plaisir
y en a qui disent, y en a qui font.....
22 décembre 2011 à 20h53 #116074Il est fabuleux, impressionnant et il partage !!!
Chapeau bas!!! 🙂 🙂 🙂 -
AuteurMessages
- Vous devez être connecté pour répondre à ce sujet.